



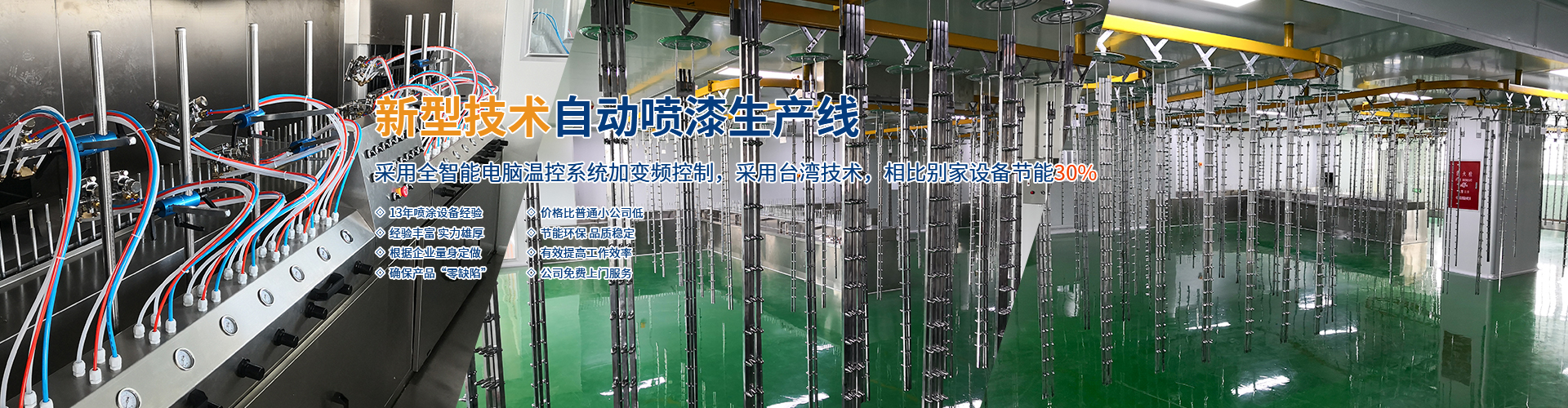
喷漆流水线也称涂装流水线,指对金属和非金属表面覆盖保护层或装饰层的专用流水线工具。
油漆喷涂主要有干式喷漆室、水帘式喷漆室等,广泛运用于机械制造、五金家电、电器、灯饰、塑胶件、头盔、人造石、卫浴、橱柜门窗、地板、家具、工艺品、医疗器械、汽车零部件、铝型材、大型装载机的表面涂装。
喷漆流水线分悬挂烘干喷漆流水线、平面喷漆流水线、地轨式喷漆烘干流水线三种型式喷漆流水线。

1、悬挂喷漆流水线采用悬挂链式链条输送、链条、轨道可以任意拐弯、升降,主要由喷漆台、箱体、悬挂输送系统、加热系统、控制系统、抽风系统等几部分组成。
箱体框架结构,采用成型干燥板,拆卸方便,保温效果好。运输方式采用悬挂链,链可根据客户产品的重量选择不同类型的悬挂链轨道。
烘箱加热方式可采用热风吹入式或对流式。
能源可以是电、柴油、煤、柴、天然气等。
控制系统驱动采用变频调速马达,可任意调节速度。
温控采用进口智能型温控表,控制精度高。并且配有时间表,热过载等。
2、平面喷漆流水线输送采用网带、皮带、滚筒、输送工作,主要由喷漆台、箱体、传动系统、加热系统、控制系统、抽风系统等几部分组成。
箱体框架结构,壁板采用成型烘道板,拆装方便、保温效果好、输送方式采用平面网带、皮带、滚筒、输送工作,烘箱加热方式可采用热风吹入式或对流式。
能源可以是电、柴油、煤、柴、天然气等。
控制系统驱动采用变频调速马达,可任意调节速度。
温控采用进口智能型温控表,控制精度高。
3、地轨式喷漆流水线采用地轨链条输送,主要由除尘箱、喷漆台、箱体、传动系统、加热系统、控制系统、抽风系统等几部分组成。
箱体框架结构,壁板采用成型烘道板,拆装方便,保温效果好,输送方式采用地轨链条式,地轨链条根据客户方产品重量可选择不同型号地轨链条。
烘箱加热方式可采用热风吹入式或对流式。
能源可以是电、柴油、煤、柴、天然气等。
控制系统驱动采用变频调速马达,可任意调节速度。
喷漆流水线具有环保、快速干燥、自动控温、变频调速、故障报警、操作简单、外型美观大方等优点。
工程工艺布置
1、喷塑线:上输送链——喷塑——烘干(10min、180℃-220℃)——冷却——下件。
2、喷漆线:上输送链——静电除尘——底漆——流平——面漆——流平——烘干(30min、80℃)——冷却——下件。
设备组成
涂装流水线的七大组成部分主要包括:前处理设备、喷粉系统、喷漆设备、烘炉、热源系统、电控系统、悬挂输送链等。
1、前处理设备
喷淋式多工位前处理机组是表面处理常用的设备,其原理是利用机械冲刷加速化学反应来完成除油、磷化、水洗等工艺过程。钢件喷淋式前处理的典型工艺是:预脱脂、脱脂、水洗、水洗、表调、磷化、水洗、水洗、纯水洗。前处理还可采用抛丸清理机,适用于结构简单、锈蚀严重、无油或少油的钢件。且无水质污染。
2、喷粉系统
粉体喷涂中的小旋风+滤芯回收装置是较先进,换色较快的粉末回收装置。喷粉系统的关键部分建议选用进口产品,喷粉室、电动机械升降机等部件全部国产化。
3、喷漆设备
如干式喷漆室、水帘式喷漆室等,广泛运用于机械制造、五金家电、电器、灯饰、塑胶件、大型装载机的表面涂装。
4、烘炉
烘炉是涂装生产线中的重要设备之一,它的温度均匀性是保证涂层质量的重要指标。烘炉的加热方式有:辐射、热风循环及辐射+热风循环等,根据生产纲领可分单室和通过式等,设备形式有直通式和桥式。
热风循环烘炉保温性好、炉内温度均匀、热损失少,经测试,炉内温差小于±3oC,达到先进同类产品的性能指标。
5、热源系统
热风循环应用较普遍的加热方式,它利用对流传导原理对烘炉进行加热,达到工件的干燥和固化。热源可根据用户的具体情况选择:电、蒸汽、燃气或燃油等。
热源箱可根据烘炉的情况而定:置于顶部、底部和侧部。生产热源的循环风机如是特制耐高温风机,则具有寿命长、能耗低、噪声低、体积小等优点。
6、电控系统
涂装和涂装装配线的电气控制具有集中控制和单列控制。集中控制可以使用可编程控制器(PLC)来控制主机,并根据准备好的控制程序、数据收集和监控报警,自动控制每个过程。单列控制是涂装生产线中最常用的控制方法。设备附近设有每个过程的单列控制和电气控制箱(柜),成本低,操作直观,维护方便。
7、悬挂输送链
悬输机是工业流水线、涂装线的输送系统,积放式悬输机应用于L=10-14M的仓储货架和异型路灯合金钢管涂装线。工件吊装在专用挂具上(承重达500-600KG),进出道岔平滑,道岔根据工作指令由电气控制进行开合,满足工件在各处理工位的自动输送,在强冷室、下件区域内平行积放冷却,并在强冷区域设挂具识别和牵引报警停机装置。
上一篇:自动涂装设备五大优势
下一篇:自动喷漆设备:详解喷漆




